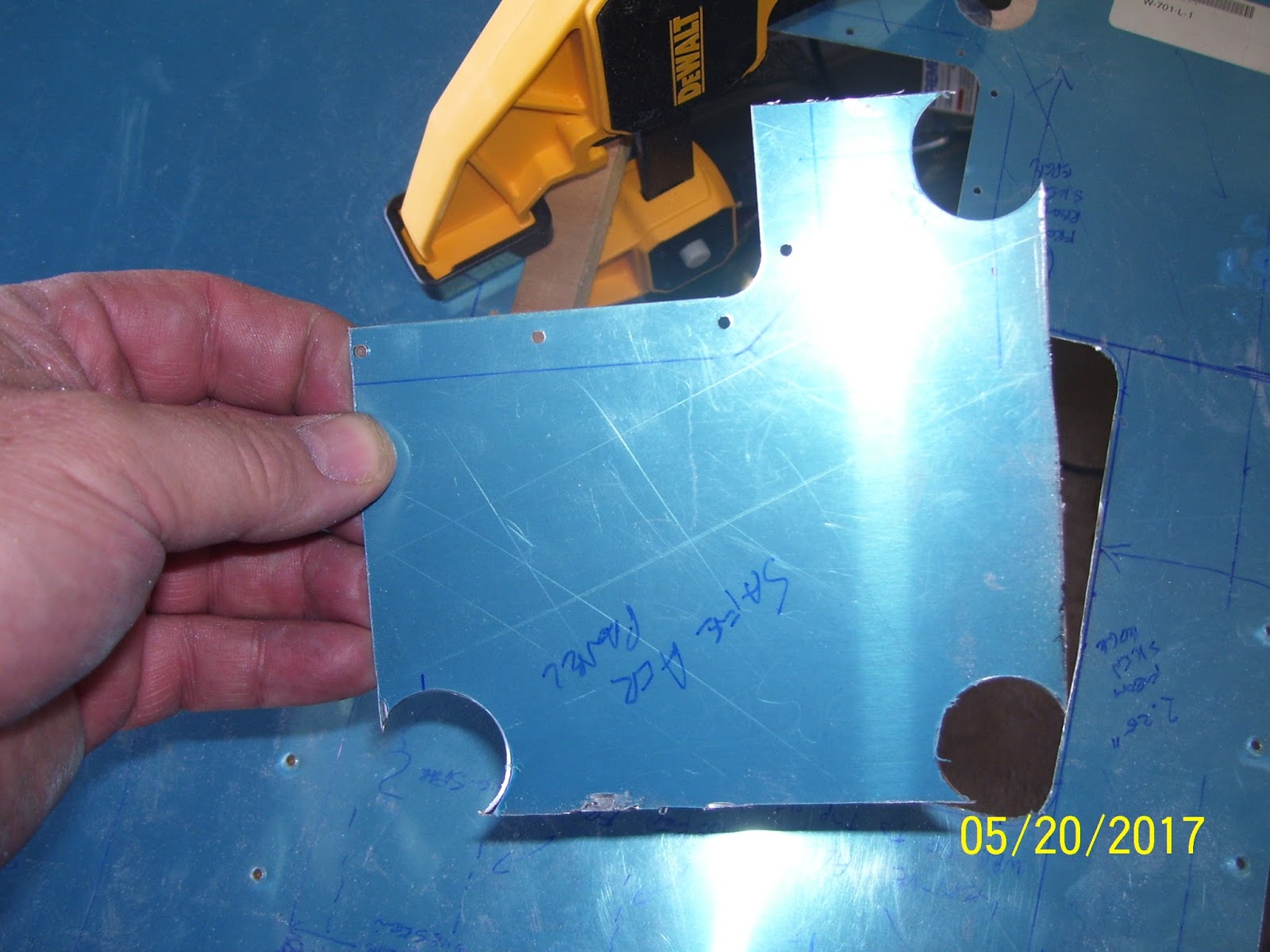
As I hinted in my last post, the new access panel from SafeAir ends up overlapping the access hole that Vans had already cut in the bottom of the Left Wing LE skin. So the mission became cutting the opening for the new access panel and figuring out how to seal up the existing one. Where this becomes a bit complicated is trying to account for the space of the underlying support/attach brackets for both panels, because these also overlap each other on the underside of the wing, and are larger than the removable panel since they have to permanently attach to the wing skin while also providing enough metal to serve as the mounting flange for the panel.
The last piece of complexity for this whole mess is a decision that I have to make about the subskin I am fabricating. In a previous post titled "Getting Ready For The Big Cut" I mentioned that I was getting ready to trim away a lot of the subskin structure as it would not be needed. the only reason I had not done that already is because I needed the full skin in tact so that I could accurately match drill rivet holes in the skin, the subskin, and the two rib flanges, and I also was not certain where I was actually going to trim the subskin for its intended purpose - to serve as the mounting platform for my detachable leading edges I plan to fabricate.
After reading the instructions that came with the SafeAir access panel kit, I decided to start with cutting the new opening for the new access panel. they give two measurements that I think I have already mentioned - 6 inches and 2.25 inches, to locate the new panel.I measured and then drew the outline on the Le skin.then I had to determine what radius was used to create the new panel, because it was obvious from looking at it that it was not the usual 1/8 or 1/4 inch radius, and was much bigger. After some creative measuring with a plastic hole template that I bought from a school supply aisle at the store a long time ago, I determined that the radius was 1/2 inch.
This then meant that I needed to buy a new unibit (step drill) from HF aircraft supply that had a 1 inch diameter step, as none of the ones that I currently owned were that large. Before I could drill the 1 inch holes in the Le skin I had to measure the radius of .5 inches by measuring that distance along the straight edge on either side of each corner. Where the lines cross is .5 inches. then I decided to place the pilot hole just a bit outside of that mark, because you need to leave some excess material and file your way down the final fit to ensure that the access panel fits nicely into the opening. This next pic shows the .5 inch marks and the #40 pilot holes I drilled:


The next reality was that in order to drill the necessary 1 inch holes with the new unibit, I would have to be able to raise up the skin by just over 1.5 inches to allow enough clearance for the drill bit. So I took some 2x8 pieces of wood that I use to level my trailer tires when I camp, and some spare wood that I still had from when I cut the LE rib templates for bending the subskin, and I placed them on my work table. Then I tool a 3/4 inch thick and very long drill board that I had not used in a very long time, and placed it on top of the 2x's, giving me plenty of clearance for the drill bit. I also needed to make sure that the wood was placed directly under the wood to keep the unibit from severely marring the metal.
I mounted the bottom of the LE skin on the drill boards and clamped everything down. Here was the first hole, all drilled using my cordless electric drill. I went slowly and took time to clear debris from the hole to allow the drill bit to continue cutting. In the next pic you can see how much excess material I left between the edge of he hole and the traced panel line around the corner (about 1/16th of an inch or slightly more). Having gone through the entire procedure now, in hindsight I would have left less material to remove around the edges, because it took a lot of filing, sanding, and smoothing to get the fit just right for the panel. But at least you can definitely verify that this was definitely using a .5 inch radius:
Here is the clamping arrangement of the table and drill boards:
I had to adjust the LE skin a bit for the third hole due to the width of the 2x8 not being quite wide enough to drill all three holes. After that was done, I ended up with three pretty uniform holes:
Then came the cutting of the rest of the metal. I used my Dremel tool with a flex shaft extention and an EZ lock cutoff wheel. These have seemed to serve me pretty well in the past, and this time as no different. This is always nerve racking, however, because it is very easy for these 30,000 RPM cutting wheels to decide to grab the metal and completely destroy whatever you are trying to cut in a matter of split seconds. SO I mounted the actual Dremel tool on the shaft of one of my clamps that I intentionally mounted independently on the work table, so I could use both hands to control the flex shaft and the cutting wheel. this actually went fairly well.
Prepping for the cut. It tool several episodes of clamping, cutting, repositioning, and reclamping to put the metal in just the right spot to cut each of the 3 sides. Sometimes you just have to get creative and use whatever is around:
After cut number 1:
The goal is always to cut away from the line a bit to ensure you don't mess up the cut. IN this case the task was to remain inside the lines of the panel.
Repositioning and reclamping for the next cut:
And after the second cut:
And after the third and final cut. Normally there would have been 4 cuts, but since the existing hole was already there, only 3 cuts were needed:


Next came the task of slowly filing away the remaining material up to the lines drawn around the panel. I used a normal, fine tooth, straight flat file, and even my cut off wheel in a rather unique fashion that I have never tried before, to trim the corners and the straight edges as much as possible. Then I resorted to a 1/4 inch sanding drum with the Dremel tool to perfect the corner areas, and to blend them with the straight edges. A word to the wise - be very careful using the straight file, as it is very easy to create a ridge of metal or to cut too deeply if you are not paying attention. this is always an exercise in patience and in removing very small amounts of material and constantly checking the result to make sure you do not over-do it. I almost made that mistake with the cutoff wheel in one of the corners, but I think I averted the problem after smoothing the corner with the sanding drum. This next pic shows I am getting close but not quite there yet.


After finally getting the fit to be acceptable to me, It was time to fit the mounting flange for the panel by clecoing the panel to the flange in an upside down manner and using the panel to center the flange so that the flange mounting holes can be drilled into the skin. I have not had to deal with this sort of thing ever since I made my first flange in the Sport Air sheet metal class that I attended many years ago. So everything was an adventure into the unknown. As long as you do a good job cutting out the access panel opening in the skin, the flange should line up exactly like it is supposed to. Mine was not totally perfectly aligned, but it was close enough for me.
I had to readjust my table setup again to allow a gap between the edges of the skin and the new access panel opening to allow room for clecoes to be inserted without interference from the wood underneath. Here is how I setup for that:
Once the panel is centered in the new access hole, I used a couple of cleco clamps to hold the flange in place and then started to drill the #40 rivet holes through the flange and the LE skin. Only the outer holes are drilled as these are the mounting holes that attach the flange to the skin. the other holes are for the nut plates that the panel will screw into. The larger holes are predrilled in both the panel and the flange to #30, and the panel is attached by some #30 clecoes to the flange.
I could not drill 5 of the holes as these are the ones that overlap the existing hole that I will need to fill in after this lovely task is completed. Here are the clecoes in the holes that I WAS able to match drill:
And finally, from the back side of the LE skin, it is a bit hard to tell from the pic, but I think that the fit of the panel looks even better than I thought it did. When this is finished, the flange will be mounted on this side, and the panel will be on the other side (reverse of what is shown now).
My next steps are to mount the LE back onto the wing spar for the 10 millionth time and reattach the subskin. I still have to decide if I want to trim the subskin away in these areas for the panels, or if I want to use the subskin as the mounting flange.for the panels. This would be relatively easy enough to do now that the flange mounting holes have been drilled into the LE skin. All I have to do is match drill them again into the subskin once it is mounted in place to the LE.
I have to figure all this out to determine how to trim the subskin to its final form. I also need to drill the rear rib flange to wing spar holes in the newly modified 408 rib. Then I will have to remove it yet again to debur the holes. This process just seems like it will never end, but at least I am making progress, regardless of how slow it might be.